Metal Etching vs. Stamping: Which Is Better for Precision Parts?
Choosing between metal etching and stamping is not simply a matter of price. For precision metal parts, the better process depends on part geometry, material thickness, tolerance requirements, production volume, design stage, and the final application environment.
Both processes are widely used in industries such as electronics, automotive, medical devices, energy, filtration, sensors, and semiconductor manufacturing. However, they work in very different ways. Understanding these differences can help you avoid unnecessary tooling costs, dimensional issues, burr problems, and production delays.
What Is Metal Etching?
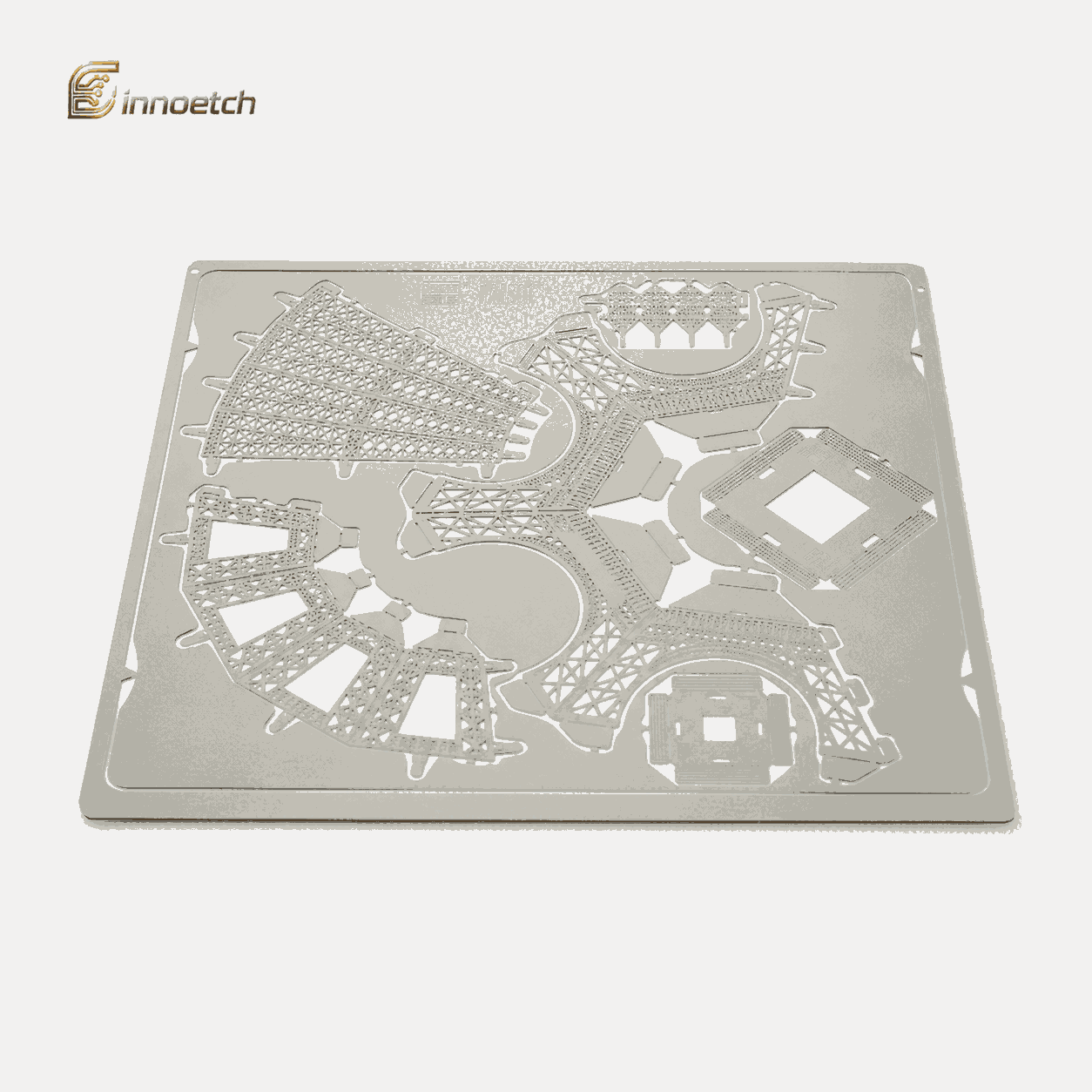
Metal etching, often called chemical etching or photochemical etching, is a subtractive manufacturing process used to produce precise metal components from thin sheet metal. The process normally involves cleaning the metal sheet, applying a photoresist, exposing the required pattern, developing the image, and chemically removing unwanted metal areas.
Unlike mechanical cutting, punching, or stamping, metal etching does not rely on hard tooling to force material into shape. Instead, the required geometry is created through controlled chemical removal. This makes the process especially suitable for thin, flat metal parts with complex openings, fine lines, dense hole patterns, or delicate structures.
Common etched products include speaker grilles, filter meshes, encoder discs, shims, lead frames, bipolar plates, vapor chamber components, EMI shielding parts, sensor components, medical device parts, and precision decorative metal parts.
What Is Metal Stamping?
Metal stamping is a mechanical manufacturing process that uses dies and presses to cut, bend, form, or shape metal sheets. The process is highly efficient once the die is completed and production is running. For simple or moderately complex parts in very high quantities, stamping can offer excellent productivity and low unit cost.
Stamping is commonly used for brackets, terminals, clips, washers, structural parts, connectors, automotive parts, and many types of formed metal components. It is particularly useful when the part requires bending, embossing, deep drawing, or three-dimensional forming.
However, stamping usually requires dedicated hard tooling. This means the initial tooling cost and development time can be significant, especially when the design is still changing or when the part has very fine features.
Precision and Tolerance Comparison
For precision parts, dimensional accuracy is often one of the most important factors. Metal etching is well suited for thin metal components that require fine details, small holes, narrow slots, and complex patterns. Because the process removes material chemically rather than mechanically, it can produce intricate features without tool wear or mechanical deformation.
Stamping can also achieve good accuracy, especially in mature high-volume production. However, precision can be affected by die wear, material springback, punching clearance, burr formation, and mechanical stress. For parts with extremely fine patterns or very dense openings, stamping may face limitations because the die structure becomes difficult or expensive to manufacture.
If the part is thin, flat, detailed, and requires high consistency without burrs, metal etching is often the better choice. If the part is thicker, simpler, and requires forming or bending, stamping may be more suitable.
Burrs, Deformation, and Material Stress
One of the key advantages of metal etching is that it produces burr-free parts. Since there is no mechanical punching force, the metal is not squeezed, torn, or plastically deformed during cutting. This helps maintain flatness and reduces the risk of edge defects.
This is especially important for products such as IC lead frames, precision meshes, shims, medical components, encoder discs, and electronic parts where burrs may affect assembly, electrical performance, sealing, or product reliability.
Stamping, by contrast, is a mechanical process. Burrs, rollover, fractures, and deformation may occur depending on material type, thickness, die clearance, and tool condition. Secondary deburring or surface treatment may be required, which can increase cost and lead time.
For applications where clean edges, flatness, and low material stress are critical, chemical etching has a clear advantage.
Tooling Cost and Design Flexibility
Tooling is one of the biggest differences between metal etching and stamping.
Metal etching typically uses photo tooling, which is much faster and less expensive to modify than hard stamping dies. If the drawing changes, the artwork can often be updated without rebuilding a complete mechanical die. This makes etching highly suitable for prototypes, small batches, engineering validation, and products with frequent design iterations.
Stamping requires hard dies, which can be costly and time-consuming to design, manufacture, test, and adjust. Once production volume becomes very high and the design is stable, stamping tooling cost can be spread across a large number of parts, making the unit price more competitive.
In simple terms, metal etching is more flexible during the development stage, while stamping is more economical for stable, high-volume production of suitable part designs.
Lead Time Comparison
For new product development, lead time can be just as important as unit cost. Metal etching usually offers shorter lead times for prototypes and small-to-medium production runs because it does not require complex hard tooling. Engineers can test different designs more quickly and move from drawing to sample faster.
Stamping usually takes longer at the early stage because the die must be designed and manufactured before parts can be produced. If the first samples require changes, die modification may add additional time.
For projects that need fast sampling, multiple design versions, or low-risk development, metal etching is often the more practical option. For long-term mass production with a confirmed design, stamping can become more efficient after tooling is finalized.
Material Thickness and Part Geometry
Metal etching is mainly used for thin sheet metal. It performs well on stainless steel, copper, brass, nickel, aluminum, titanium, and other specialty alloys, depending on the material and project requirements. It is ideal for flat parts with detailed cut-through patterns, half-etched features, surface markings, and micro structures.
Stamping can handle a wider range of material thicknesses and can create three-dimensional shapes through bending, forming, drawing, or embossing. If the part requires significant forming strength or structural depth, stamping is usually the better choice.
Therefore, the part geometry is an important decision factor. For flat, thin, complex parts, metal etching has strong advantages. For formed, thicker, or load-bearing parts, stamping may be more appropriate.
Production Volume and Cost Efficiency
There is no universal answer to which process is cheaper. The cost depends on design complexity, material, thickness, tolerance, quantity, and post-processing requirements.
For prototypes and low-to-medium quantities, metal etching is often more cost-effective because tooling investment is lower and design changes are easier. It is also attractive for complex parts where stamping dies would be expensive or difficult to make.
For very high-volume production of simple parts, stamping can deliver a lower unit cost after the tooling cost has been absorbed. Press cycle speeds are fast, and the process is highly repeatable when the die is properly maintained.
A useful way to compare the two processes is this: metal etching reduces early-stage risk and design cost, while stamping reduces unit cost when the quantity is high and the part design is suitable.
Surface Quality and Edge Quality
Metal etching provides smooth, clean, and burr-free edges, making it suitable for precision parts that require reliable assembly or functional performance. Because no cutting tool contacts the metal, there is no mechanical tool mark on the cut edge.
Stamping edge quality depends heavily on die condition, clearance, material hardness, and production volume. Over time, die wear can affect edge quality and dimensional consistency. For some applications, this is acceptable. For others, especially where small burrs may cause failure, additional deburring may be necessary.
When edge quality is a functional requirement rather than just a cosmetic concern, metal etching should be strongly considered.
Typical Applications of Metal Etching
Metal etching is commonly used for parts that require high precision, fine patterns, thin materials, and burr-free edges. Typical applications include:
- Precision metal mesh and filter screens
- Speaker grilles and acoustic mesh
- IC lead frames and electronic contacts
- Encoder discs and sensor components
- Shims, spacers, and elastic elements
- Vapor chamber and heat dissipation components
- Fuel cell bipolar plates and flow field plates
- Medical device components
- Decorative nameplates, bookmarks, and metal craft parts
These applications often require fine openings, complex patterns, clean edges, and stable dimensional control, which are areas where chemical etching performs well.
Typical Applications of Stamping
Stamping is widely used for parts that require high production speed, forming capability, and stable mass production. Typical applications include:
- Metal brackets and clips
- Terminals and connectors
- Automotive metal parts
- Washers and simple flat parts
- Spring contacts
- Battery tabs and formed components
- Structural metal parts
- Appliance and consumer electronics components
Stamping is especially effective when the part design is stable, the production quantity is high, and the geometry is suitable for mechanical forming.
Which Process Is Better for Precision Parts?
For many precision parts, metal etching is better when the design requires fine details, thin materials, flatness, burr-free edges, and flexible prototyping. It is also preferred when the part includes complex internal patterns that would be difficult or costly to manufacture with stamping dies.
Stamping is better when the part requires forming, bending, thicker materials, very high production volumes, and a stable design that justifies the cost of hard tooling.
The best choice is not based only on the manufacturing method itself, but on the part’s function. Engineers should consider the following questions:
- Is the part thin and flat?
- Does it require fine holes, narrow slots, or complex patterns?
- Are burr-free edges important?
- Is the design still changing?
- Is fast prototyping required?
- Will the part need bending, forming, or deep drawing?
- Is the annual production volume high enough to justify stamping tooling?
If most answers point to fine details, low stress, flatness, and design flexibility, metal etching is likely the better option. If most answers point to forming, high volume, and stable geometry, stamping may be more suitable.
Final Thoughts
Metal etching and stamping are both valuable manufacturing processes, but they serve different needs. Stamping is a powerful solution for high-volume formed metal parts, while metal etching offers clear advantages for thin, complex, high-precision components that require clean edges and flexible design changes.
For companies developing precision metal parts, the right process can reduce tooling risk, improve product quality, shorten development cycles, and support better long-term production performance.
If your project involves thin metal parts, fine patterns, burr-free edges, or custom precision components, metal etching may provide a more efficient and reliable manufacturing solution. Sharing a drawing, material requirement, thickness, tolerance, and target quantity with an experienced metal etching manufacturer can help determine the most suitable process for your application.






Related Articles
How Should Engineers Prepare CAD Drawings for Precision Metal Etching?
Accurate CAD drawings are essential for successful precision metal etching. A well-prepared drawing helps manufacturers ...
Jun 11, 2026What Are the Design Guidelines for Custom Photo Etched Metal Parts?
Designing custom photo etched metal parts requires more than drawing the final shape. Material thickness, hole size, bri...
Jun 11, 2026Metal Etching vs Stamping: Which Is Better for Precision Parts?
Metal etching and stamping are two common manufacturing processes for producing metal components, but they are designed ...
Jun 10, 2026What Is a Vapor Chamber?
A vapor chamber is a high-efficiency thermal management component used to spread heat across a flat surface. It is commo...
Jun 10, 2026What Is a Fuel Cell Bipolar Plate?
A fuel cell bipolar plate is one of the most important components in a hydrogen fuel cell stack. It distributes hydrogen...
Jun 10, 2026